Cylinder Bore DEGLAZING
Before deglazing, mask the crankcase area to keep abrasive materials from entering the engine lower end. Tape off any openings to prevent abrasive material from entering the coolant and oil circuits.
CAUTION:
DO NOT use rigid type hones to remove cylinder wall glaze.
- Select an appropriate size flexible ball hone.CAUTION:
DO NOT use engine or transmission oil, mineral spirits, or kerosene.
- Deglazing of the cylinder walls may be done if the cylinder bore is straight and round. About 20-60 strokes, depending on the condition of the cylinder bore, will be sufficient to provide a satisfactory surface. Use a light honing
oil, available from major oil distributors.
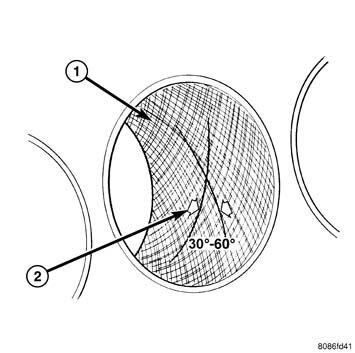
- Deglazing should be done by moving the hone up and down fast enough to get a crosshatch pattern. The hone marks should intersect at 30° to 60° inclusive angle for proper seating of rings.
- A controlled hone motor speed between 200 and 300 RPM is necessary to obtain the proper crosshatch angle (1). The number of up and down strokes per minute can be regulated to get the desired 30° to 60° inclusive angle (2). Faster up and down strokes increase the crosshatch angle.
- After deglazing, it is necessary that the block be cleaned to remove all traces of abrasive. Use a brush to wash parts with a solution of hot water and detergent. Dry parts thoroughly. Use a clean, white, lint-free cloth to check that the bore is clean. Oil the bores after cleaning to prevent rusting. Upon completion, perform a visual inspection of the cylinder block passages to inspect for abrasive debris. If any debris is found, repeat the cleaning process.NOTE:
Cylinder bore diameter should not increase more than 20 microns during deglazing process from original nominal bore diameter, if the maximum of 20 microns is exceeded, the cylinder block must be replaced. If deglazing the cylinder bore cannot remove the light scratches and scuffs the cylinder block should be replaced.