Disassembly And Assembly: Engine: Assembly
WARNING: This page is about a different variant/trim than selected.
NOTE:
Do not loosen or remove the crankshaft pulley bolt without first installing the special tools as instructed in this procedure. The crankshaft pulley and the crankshaft timing sprocket are not keyed to the crankshaft. The crankshaft, the crankshaft sprocket and the pulley are fitted together by friction, using diamond washers between the flange faces on each part. For that reason, the crankshaft sprocket is also unfastened if the pulley bolt is loosened. Before any repair requiring loosening or removal of the crankshaft pulley bolt, the crankshaft and camshafts must be locked in place by the special service tools, otherwise severe engine damage can occur.
NOTE:
During engine repair procedures, cleanliness is extremely important. All parts must be thoroughly cleaned and any foreign material, including any material created while cleaning gasket surfaces, that enters the oil passages, coolant passages or the oil pan, can cause engine failure.
NOTE:
Assembly of the engine requires various inspections/measurements of the engine components (engine block, crankshaft, connecting rods, pistons and piston rings). These inspections/measurements will aid in determining if the engine components will require replacement.
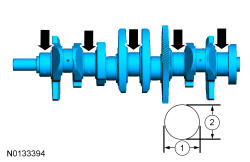
- 2.
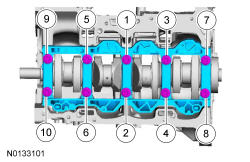
Measure each of the crankshaft main bearing journal diameters in at least 2 directions and record the smallest diameter for each journal.
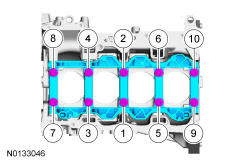
- 3.
Position the main bearing beam in the engine block with the main bearing beam mounted flush with the rear face of the engine block and install the original main bearing beam bolts finger tight.
- 4.
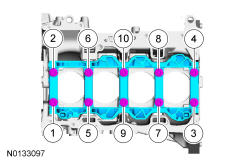
Tighten the 10 original main bearing beam bolts in the sequence shown in 3 stages.- Stage 1: Tighten to 5 Nm (44 lb-in).
- Stage 2: Tighten to 25 Nm (18 lb-ft).
- Stage 3: Tighten an additional 90.
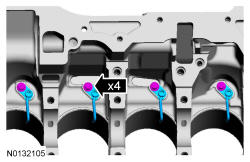
- 7.
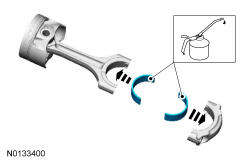
Using the original connecting rod cap bolts, install the connecting caps and bolts and tighten the bolts in 3 stages.- Stage 1: Tighten to 10 Nm (89 lb-in).
- Stage 2: Tighten to 29 Nm (21 lb-ft).
- Stage 3: Tighten an additional 90.
- 8.
Measure the connecting rod large end bore in 2 directions. Record the smallest measurement for each connecting rod.- Remove the bolts and the connecting rod cap.
- Discard the connecting rod cap bolts.
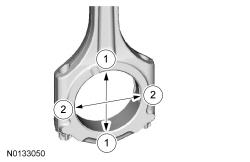
- 9.
Measure each of the crankshaft connecting rod bearing journal diameters in at least 2 directions. Record the smallest measurement for each connecting rod journal.
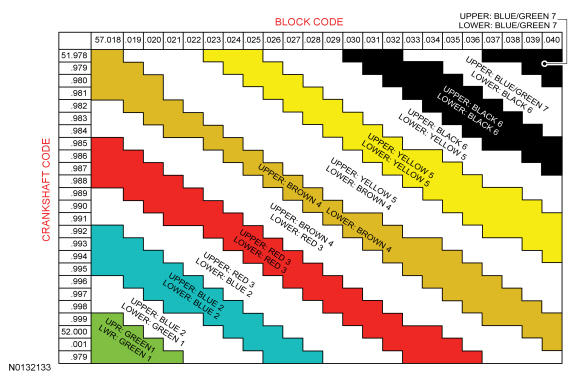
- 10.
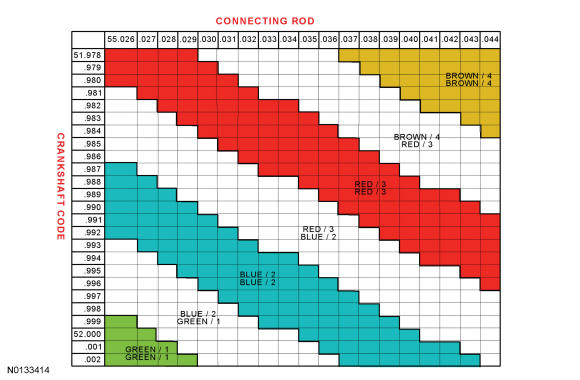
Using the chart, select the correct connecting rod bearings for each crankshaft connecting rod journal.
NOTE:
Mixed grade bearing pairs (green/blue, blue/red, red/brown) can be installed in upper or lower positions. It is not necessary to maintain specific position.
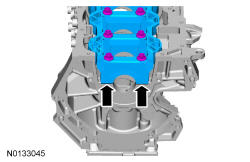
- 12.
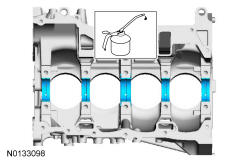
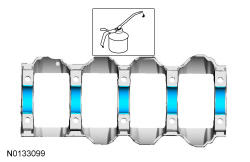
Lubricate the upper crankshaft main bearings with clean engine oil and install the 5 crankshaft main bearings in the cylinder block.
NOTE:
The center bulkhead is the thrust bearing.
NOTE:
If reusing the crankshaft main bearings, install them in their original positions and orientation as noted during disassembly.
NOTE:
Before assembling the cylinder block, all sealing surfaces must be free of chips, dirt, paint and foreign material. Also, make sure the coolant and oil passages are clear.
- 13.
Lubricate the crankshaft main bearings with clean engine oil and install the 5 crankshaft main bearings in the main bearing beam.
NOTE:
If reusing the crankshaft main bearings, install them in their original positions and orientation as noted during disassembly.
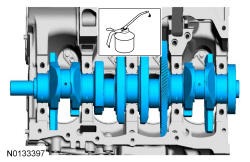
- 14.
Position the crankshaft in the cylinder block.
NOTE:
Lubricate journals on the crankshaft with clean engine oil.
- 15.
Lubricate the 10 main bearing beam side fit surfaces and the 5 main bearing beam bearings with clean engine oil.
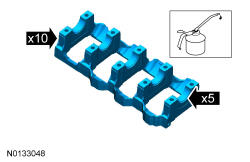
- 16.
Position the main bearing beam in the engine block with the main bearing beam mounted flush with the rear face of the engine block.
- 17.
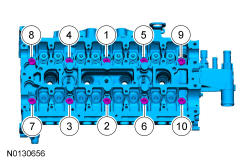
Install and tighten the 10 new main bearing beam bolts in the sequence shown in 3 stages.- Stage 1: Tighten to 5 Nm (44 lb-in).
- Stage 2: Tighten to 25 Nm (18 lb-ft).
- Stage 3: Tighten an additional 90.
NOTE:
Position the crankshaft to the rear of the cylinder block, then position the crankshaft to the front of the cylinder block before tightening the main bearing beam bolts.
NOTE:
Lubricate the main bearing beam bolt threads and under the bolt heads with clean engine oil.
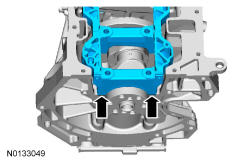
- 18.
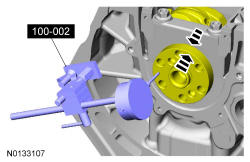
Using the 100-002 TOOL-4201-C, measure crankshaft end play.- 1.
Position the crankshaft to the rear of the cylinder block.
- 2.
Zero the 100-002 TOOL-4201-C.
- 3.
Move the crankshaft to the front of the cylinder block. Note and record the crankshaft end play.
- 4.
Acceptable crankshaft end play is 0.220 mm (0.009 in) - 0.450 mm (0.018 in). If the crankshaft end play exceeds the specified range, install new parts as necessary.
- 1.
- 19.
Install the 4 upper bearings in the connecting rods and install the 4 lower bearings into the connecting rod caps.
NOTE:
If reusing the connecting rod bearings, install them in their original positions and orientation as noted during disassembly.
- 20.
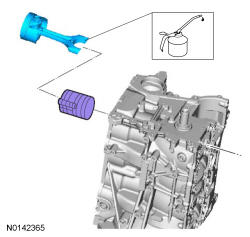
Using the 303-D032 D81L-6002-C, install the piston and connecting rod assemblies.- When installing the pistons and connecting rod assemblies, the oil ring gaps must be positioned 60 apart from each other and a minimum of 90 from the expander gap.
- The position of the upper and lower compression ring gaps are not controlled for installation.
NOTE:
Lubricate the pistons, piston rings and the entire cylinder bores with clean engine oil.
NOTE:
Make sure the piston arrow on top is facing toward the front of the engine.
NOTE:
Be sure not to scratch the cylinder wall or crankshaft journal with the connecting rod. Push the piston down until the connecting rod bearing seats on the crankshaft journal.
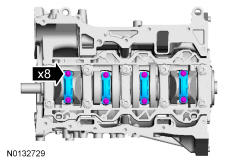
- 21.
Install the 4 connecting rod caps and the 8 new bolts and tighten the bolts in 3 stages.- Stage 1: Tighten to 10 Nm (89 lb-in).
- Stage 2: Tighten to 29 Nm (21 lb-ft).
- Stage 3: Tighten an additional 90.
NOTE:
After installation of each connecting rod cap, rotate the crankshaft to verify smooth operation.
NOTE:
The rod cap installation must keep the same orientation as marked during disassembly or engine damage may occur.
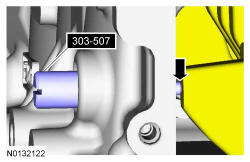
- 22.
Install the 303-507 and rotate the crankshaft slowly clockwise until the crankshaft balance weight is up against the 303-507. The engine is now at TDC.
- 23.
Install the adjustment shims in their original positions on the seat faces of the balance shaft assembly.- With the balance shaft assembly marks in the TDC position, slowly install the balance shaft assembly onto the cylinder block to avoid interference between the crankshaft drive gear and the balance shaft assembly driven gear.
NOTE:
Confirm by visual inspection that there is no damage to the balance shaft assembly gear and verify that the shaft turns smoothly. If there is any damage or malfunction, replace the balance shaft assembly.
NOTE:
The original adjustment shims must be installed in their original positions.
NOTE:
Due to the precision interior construction of the balance shaft assembly, it should not be disassembled.
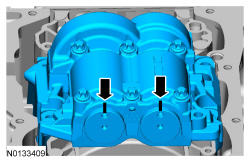
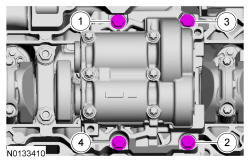
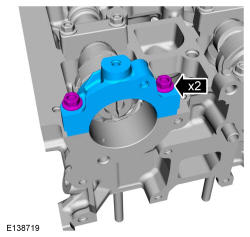
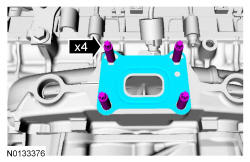
- 24.
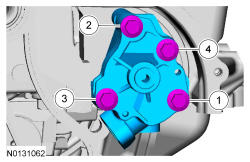
Install the 4 balance shaft assembly bolts and tighten in the sequence shown in 2 stages.- Stage 1: Tighten to 25 Nm (18 lb-ft).
- Stage 2: Tighten to 42 Nm (31 lb-ft).
- 25.
Remove the 303-507.- Rotate the crankshaft to confirm that there are no meshing problems between the balance shaft assembly gear and the crankshaft gear.

- 26.
Install the 303-507 and rotate the crankshaft slowly clockwise until the crankshaft balance weight is up against the 303-507. The engine is now at TDC.- Remove the 303-507.
- 27.
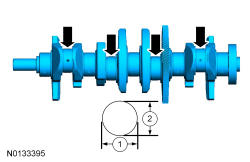
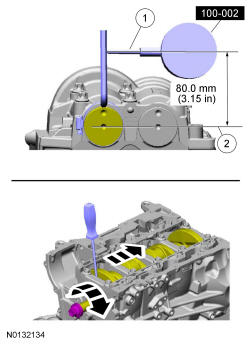
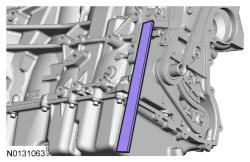
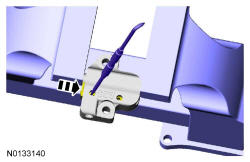
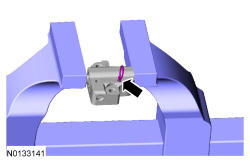
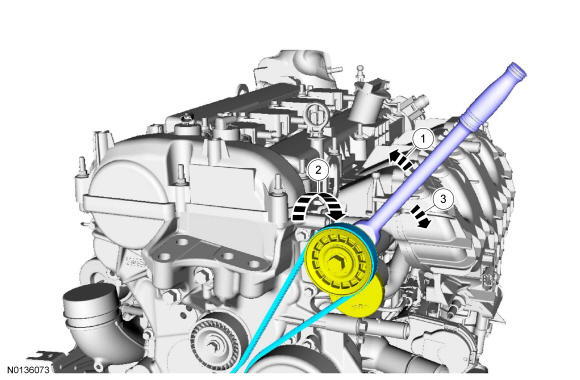
Position the 100-002 TOOL-4201-C as shown. Measure the gear backlash.- Position the 100-002 TOOL-4201-C (1) on the Allen wrench 80 mm (3.149 in) above the driven gear shaft center (2) on the balancer unit.
- Rotate the crankshaft clockwise and measure the backlash at all of the following 6 positions: 10 degrees, 30 degrees, 100 degrees, 190 degrees, 210 degrees and 280 degrees.
- Backlash specifications are 0.020 to 0.120 mm (0.0008 to 0.0047 in).
- If the backlash exceeds the specified range, carry out the Balance Shaft Backlash procedure. Refer to Balance Shaft Backlash .
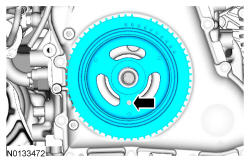
NOTE:
For an accurate measurement while measuring the gear backlash, insert a screwdriver as shown into the crankshaft No. 1 crankweight area and set both the rotation and the thrust direction with the screwdriver, using a prying action as shown.
NOTE:
The measurement must be taken with the 100-002 TOOL-4201-C, a 5-mm Allen wrench and worm clamp set up as shown. Mark the Allen wrench with a file 80 mm (3.149 in) above the driven gear shaft center. Make sure the worm clamp and Allen wrench are not touching the balance shaft housing.
NOTE:
Measure the backlash and verify that it is within specified range at all of the following 6 positions: 10 degrees, 30 degrees, 100 degrees, 190 degrees, 210 degrees and 280 degrees. It will be necessary to reset the measuring equipment between measurements.
- 28.
Install the 303-507 and rotate the crankshaft slowly clockwise until the crankshaft balance weight is up against the 303-507. The engine is now at TDC and must remain at the TDC position until the timing drive components and crankshaft pulley are installed.
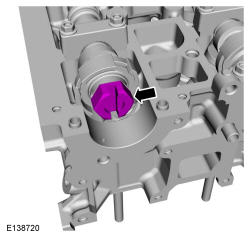
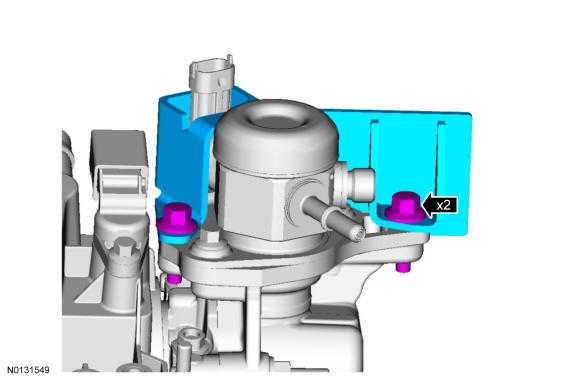
- 29.
Install the oil pump assembly and tighten the 4 bolts in the sequence shown in 2 stages- Stage 1: Tighten to 10 Nm (89 lb-in).
- Stage 2: Tighten to 20 Nm (177 lb-in).
NOTE:
Clean the oil pump and cylinder block mating surfaces with Motorcraft ® Metal Surface Prep.
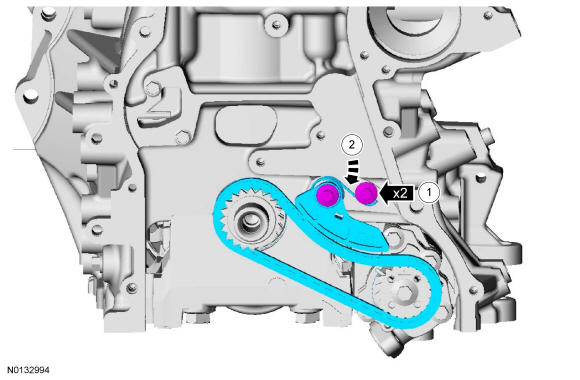
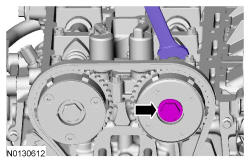
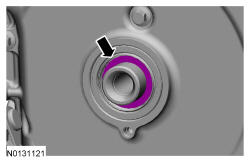
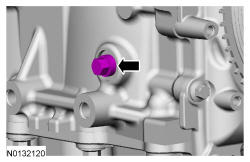
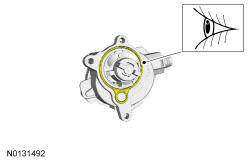
- 31.
Install the diamond washer.
NOTE:
Before installation, clean and inspect the diamond washer for any damage. If damaged is evident, replace the diamond washer. If no damage, the diamond washer is to be reused. If the diamond washer is not installed, engine damage may occur.

- 33.
Install the chain on the oil pump sprocket.- 1.
Install the tensioner and the 2 shoulder bolts.- Tighten to 10 Nm (89 lb-in)
- 2.
Push the tensioner spring down and position the spring under the shoulder bolt.
- 1.
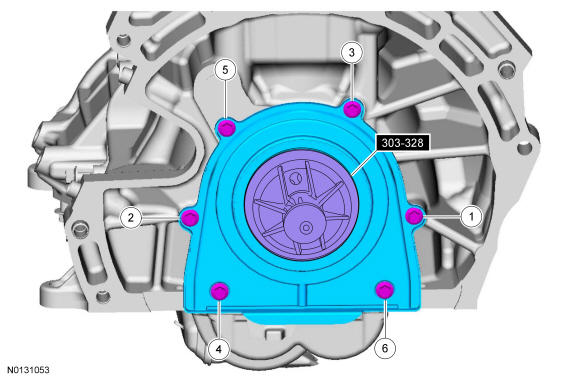
- 34.
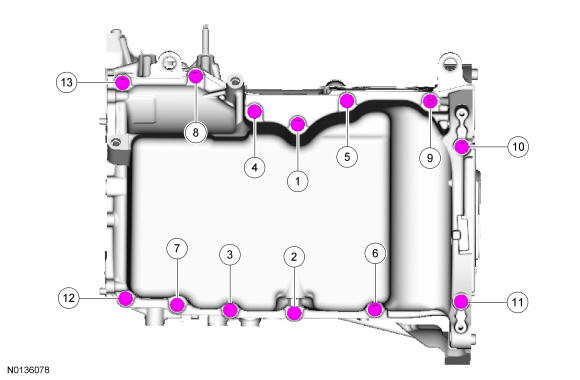
Using the 303-328 T88P-6701-B1, position the crankshaft rear oil seal with retainer plate onto the crankshaft.- Install the 6 bolts and tighten in the sequence shown to 10 Nm (89 lb-in).
- Remove the 303-328 T88P-6701-B1.
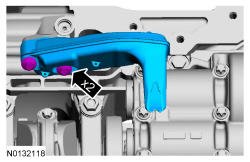
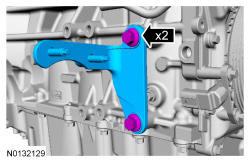
- 35.
Using a new gasket, install the oil pump screen and pickup tube and the 2 bolts.- Tighten to 10 Nm (89 lb-in).
- 36.
Apply a bead of Silicone Gasket and Sealant to the oil pan-to-engine block mating surface.
NOTE:
If the oil pan is not secured within 10 minutes of sealant application, the sealant must be removed and the sealing area cleaned with metal surface prep. Allow to dry until there is no sign of wetness, or 10 minutes, whichever is longer. Failure to follow this procedure can cause future oil leakage.
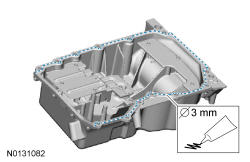
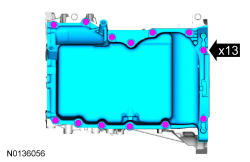
- 38.
Using a straight edge, align the front surface of the oil pan flush with the front surface of the engine block.
- 42.
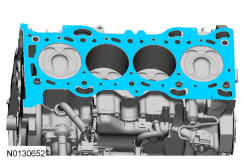
Install the cylinder head and the 10 new bolts. Tighten the bolts in the sequence shown in 5 stages.- Stage 1: Tighten to 7 Nm (62 lb-in).
- Stage 2: Tighten to 15 Nm (133 lb-in).
- Stage 3: Tighten to 55 Nm (41 lb-ft).
- Stage 4: Tighten 90.
- Stage 5: Tighten an additional 90
NOTE:
The cylinder head bolts are torque-to-yield and must not be reused. New cylinder head bolts must be installed.
- 43.
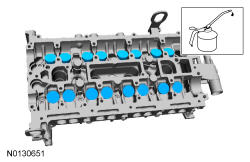
Install the 16 valve tappets in their original positions.
NOTE:
Lubricate the valve tappets with clean engine oil prior to installing.
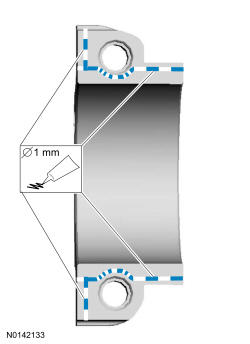
- 44.
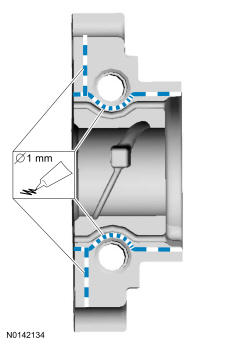
Apply 1 mm (0.039 in) beads of Gasket Maker to the exhaust rear camshaft bearing cap as shown.
NOTE:
Do not allow Gasket Maker to enter the camshaft bearing journal. If Gasket Maker is applied to the camshaft bearing journal, the journal and sealing area must be cleaned with Motorcraft ® Metal Surface Prep.
NOTE:
The exhaust camshaft rear bearing cap must be secured within 10 minutes of Gasket Maker application. If the bearing cap is not secured within 10 minutes, the sealant must be removed and the sealing area cleaned with Motorcraft ® Metal Surface Prep.
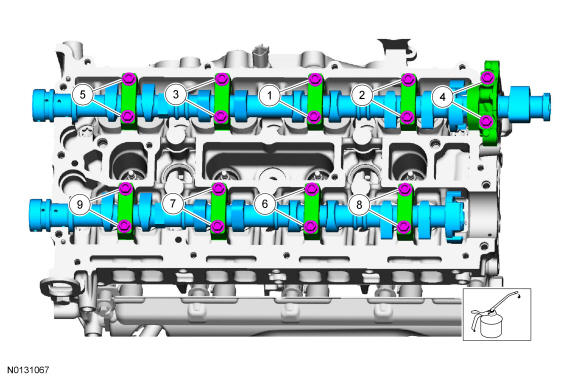
- 45.
Install the camshafts and bearing caps in their original location and orientation. Tighten the camshaft bearing caps 2 turns at a time in the sequence shown in 2 stages:- Stage 1: Tighten to 7 Nm (62 lb-in).
- Stage 2: Tighten to 16 Nm (142 lb-in).
NOTE:
Lubricate the camshaft journals and camshaft bearing caps with clean engine oil.
NOTE:
Wipe off any excess sealer from the fuel injection pump housing sealing surface of the cylinder head and rear camshaft cap.
NOTE:
Failure to follow the camshaft tightening procedure can result in damage to the camshafts.
NOTE:
Install the camshafts with the alignment slots in the camshafts lined up so the 303-1565 can be installed without rotating the camshafts. Make sure the lobes on the No. 1 cylinder are in the same position as noted in the removal procedure. Rotating the camshafts when the timing chain is removed, or installing the camshafts 180 degrees out of position can cause severe damage to the valves and pistons.
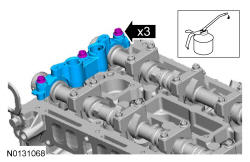
- 46.
Install the front camshaft bearing cap and the 3 bolts. Tighten in the sequence shown in 2 stages:- Stage 1: Tighten to 7 Nm (62 lb-in).
- Stage 2: Tighten to 16 Nm (142 lb-in).
NOTE:
Lubricate the camshaft journals and the front camshaft bearing cap with clean engine oil.
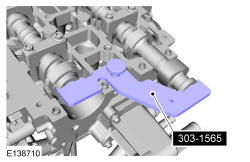
- 48.
Install the 303-1565 into the rear of both of the camshaft slots as shown.- Tighten to the retainer.
NOTE:
The 303-1565 is for camshaft alignment only. Using this tool to prevent engine rotation can result in engine damage.
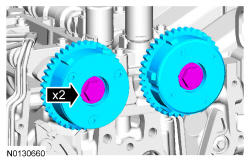
- 49.
Install the intake and exhaust camshaft phaser and sprockets.- Install the 2 bolts finger-tight.
NOTE:
Do not tighten the camshaft phaser and sprocket bolts at this time.
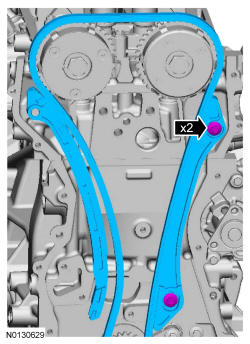
- 50.
Install the timing chain onto the 2 camshaft phaser and sprockets and the crankshaft sprocket.- Install the timing chain guide and the 2 bolts.
- Tighten to 10 Nm (89 lb-in).
- Install the timing chain arm.
- If the timing chain tensioner plunger and ratchet assembly are not pinned in the compressed position, follow the next 4 steps.
- Install the timing chain guide and the 2 bolts.
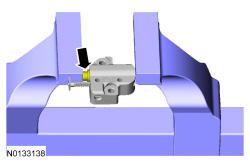
- 51.
Using the edge of a vise, compress the timing chain tensioner plunger.
NOTE:
Do not compress the ratchet assembly. This will damage the ratchet assembly.
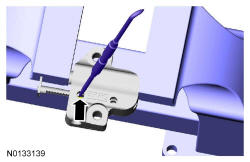
- 54.
Install a paper clip into the hole in the tensioner housing to hold the ratchet assembly and the plunger in during installation.
- 55.
Install the timing chain tensioner and the 2 bolts.- Tighten to 10 Nm (89 lb-in).
- Remove the paper clip to release the piston.
- 56.
Using a wrench on the flats of the exhaust camshaft to prevent camshaft rotation, tighten the exhaust camshaft phaser and sprocket bolt.- Stage 1: Tighten to 40 Nm (30 lb-ft).
- Stage 2: Tighten an additional 60 degrees.
NOTE:
Do not rely on the Camshaft Alignment Tool to prevent camshaft rotation. Damage to the tool or the camshaft can occur.
- 57.
Using a wrench on the flats of the intake camshaft to prevent camshaft rotation, tighten the intake camshaft phaser and sprocket bolt.- Stage 1: Tighten to 40 Nm (30 lb-ft).
- Stage 2: Tighten an additional 60 degrees.
NOTE:
The Camshaft Alignment Tool is for camshaft alignment only. Using this tool to prevent engine rotation can result in engine damage.
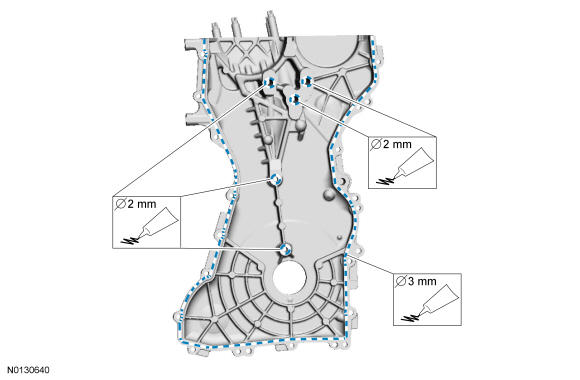
- 58.
Apply a 3 mm (0.12 in) bead of Silicone Gasket and Sealant to the sealing surface of the front cover.- Apply a 2 mm (0.08 in) bead of Silicone Gasket and Sealant to the 5 center sealing surface of the front cover.
NOTE:
The engine front cover must be secured within 10 minutes of Silicone Gasket and Sealant application. If the valve cover is not secured within 10 minutes, the sealant must be removed and the sealing area cleaned with Motorcraft ® Metal Surface Prep.
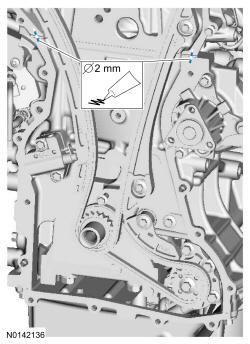
- 59.
Apply beads of Silicone Gasket and Sealant that are 2 mm (0.08 in) in diameter and 5 mm (0.20 in) in length across the cylinder head and cylinder block joint areas.
NOTE:
The engine front cover must be secured within 10 minutes of Silicone Gasket and Sealant application. If the valve cover is not secured within 10 minutes, the sealant must be removed and the sealing area cleaned with Motorcraft ® Metal Surface Prep.
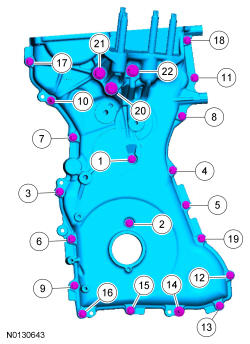
- 60.
Install the engine front cover, the 21 bolts and the stud bolt.- Tighten in the sequence shown as follows:
- Tighten 1 through 19 to 10 Nm (89 lb-in).
- Tighten 20 through 22 to 48 Nm (35 lb-ft).
- Tighten in the sequence shown as follows:
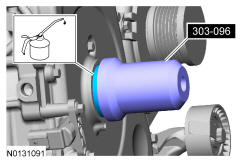
- 61.
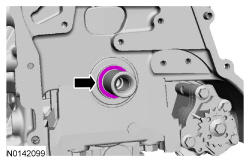
Using 303-096 T74P-6150-A, install the crankshaft front oil seal.
NOTE:
Lubricate the oil seal with clean engine oil.
NOTE:
Remove the through-bolt from 303-096 T74P-6150-A.
- 62.
Install the diamond washer.
NOTE:
Before installation, clean and inspect the diamond washer for any damage. If damaged is evident, replace the diamond washer. If no damage, the diamond washer is to be reused. If the diamond washer is not installed, engine damage may occur.
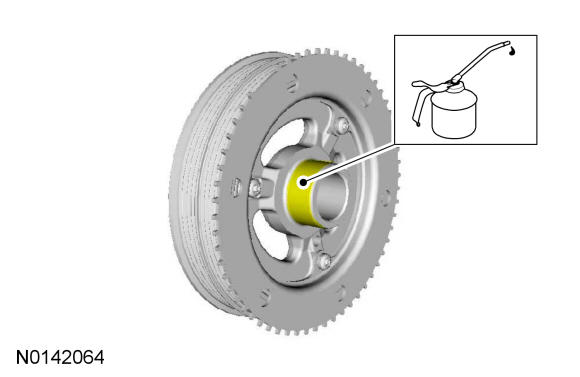
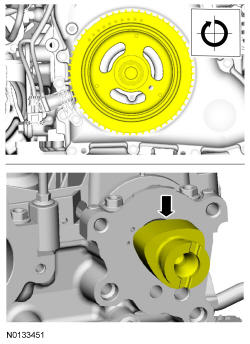
- 64.
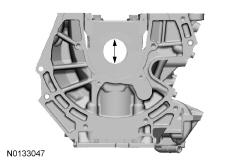
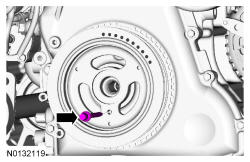
Position the crankshaft pulley onto the crankshaft and align the TDC guide hole at the 6 o'clock position.
- 65.
Install a standard bolt through the crankshaft pulley TDC guide hole and into the engine front cover guide hole.
NOTE:
This step will correctly align the crankshaft pulley to the crankshaft.
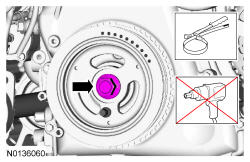
- 66.
Install a new crankshaft pulley bolt. Use a Strap Wrench to hold the crankshaft pulley and tighten the crankshaft pulley bolt in 2 stages:- Stage 1: Tighten to 100 Nm (74 lb-ft).
- Stage 2: Tighten an additional 90 degrees.
NOTE:
The crankshaft must remain in the TDC position during installation of the pulley bolt or damage to the engine can occur. Therefore, the crankshaft pulley must be held in place with the Strap Wrench and the bolt should be installed using hand tools only.

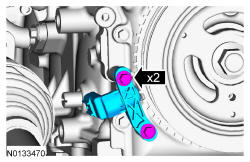
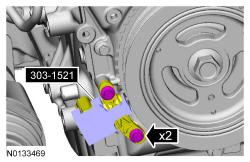
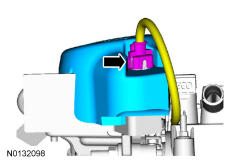
- 69.
Install the Crankshaft Sensor Alignment Tool onto the CKP sensor and the tooth of the crankshaft pulley trigger wheel.- Tighten the 2 bolts to 7 Nm (62 lb-in).
- 73.
Using a wrench on the flats of the intake camshaft to prevent cam rotation, install the brake vacuum pump adapter.- Tighten to 63 Nm (46 lb-ft).
- 74.
Apply 1 mm (0.039 in) beads of Gasket Maker to the intake rear camshaft bearing cap mating surface as shown.
NOTE:
The intake camshaft rear bearing cap must be secured within 10 minutes of Gasket Maker application. If the bearing cap is not secured within 10 minutes, the sealant must be removed and the sealing area cleaned with Motorcraft ® Metal Surface Prep.
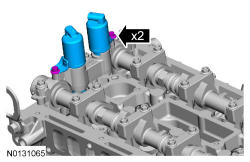
- 75.
Install the rear intake camshaft cap and the 2 bolts.- Tighten the bolts in 2 stages:
- Stage 1: Tighten to 7 Nm (62 lb-in).
- Stage 2: Tighten to 16 Nm (142 lb-in).
- Tighten the bolts in 2 stages:
NOTE:
Wipe off any excess sealer from the vacuum pump sealing surface of the cylinder head and camshaft cap.
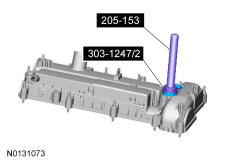
- 76.
Using the 205-153 T80T-4000-W and 303-1247/2, install new VCT solenoid seals.
NOTE:
Installation of new seals is only required if damaged seals were removed during disassembly of the engine.
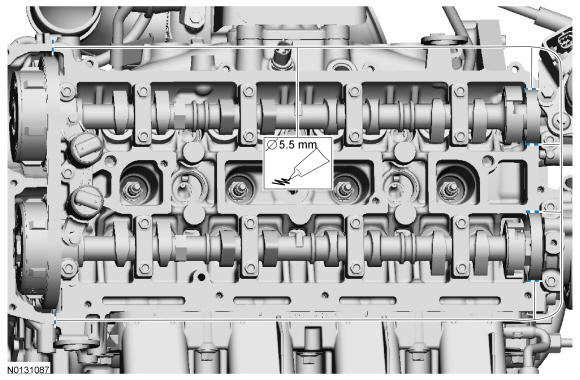
- 77.
Apply a 5.5 mm (0.216 in) drop of Silicone Gasket and Sealant to the 6 locations shown.
NOTE:
The valve cover must be secured within 10 minutes of sealant application. If the valve cover is not secured within 10 minutes, the sealant must be removed and the sealing area cleaned with metal surface prep.
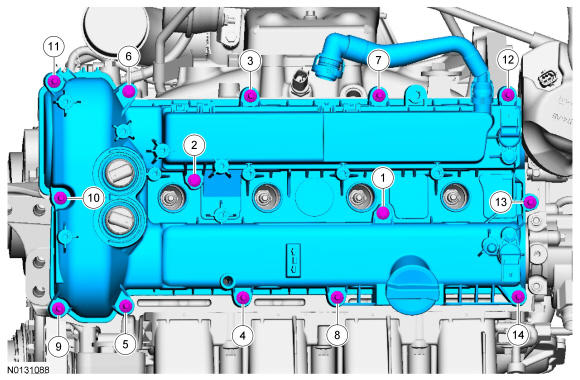
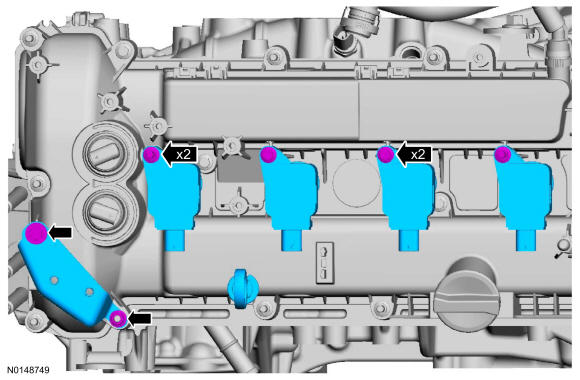
- 79.
Install the oil level indicator.- Install the CAC intermediate tube mounting bracket, the nut and the bolt.
- Install the 4 coil-on-plugs and the 4 bolts.
- Tighten to 8 Nm (71 lb-in).
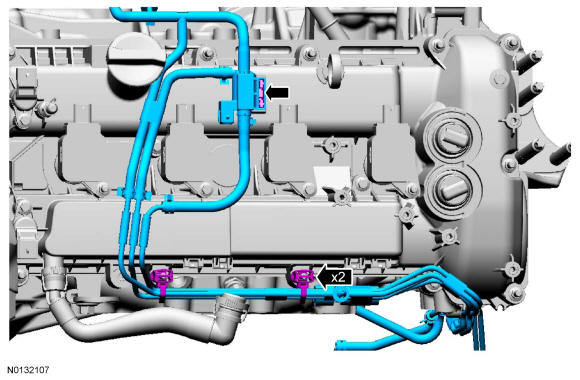
- 81.
Position the wiring harness onto the engine and attach the 7 retainers.- Connect the 9 wiring harness electrical connectors.
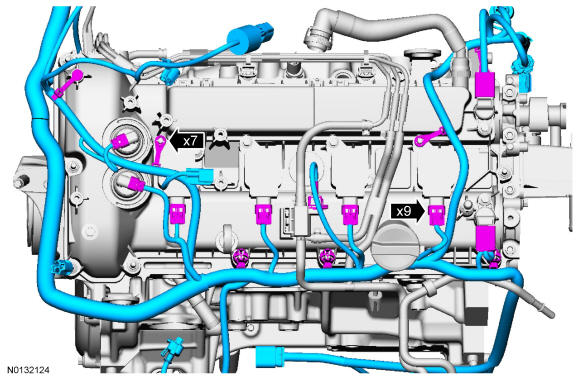
- 82.
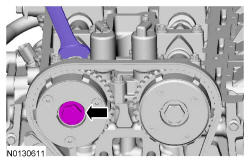
Using the crankshaft pulley bolt, rotate the engine clockwise until the fuel injection cam lobe is at zero lift.
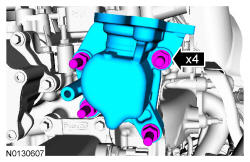
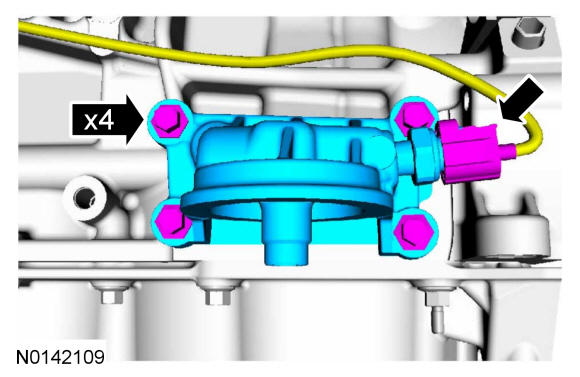
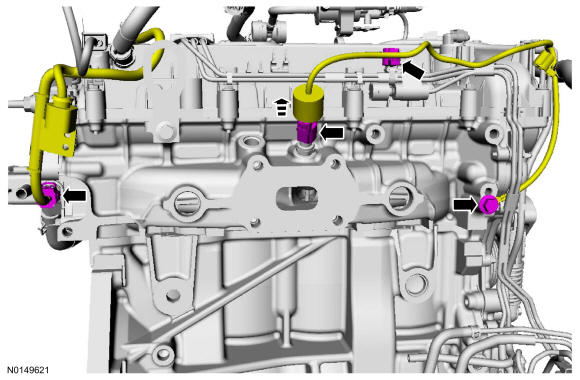
- 84.
Install the fuel injection pump housing, the 4 bolts and tighten in 2 stages.- Stage 1: Tighten to 15 Nm (133 lb-in).
- Stage 2: Tighten an additional 60.
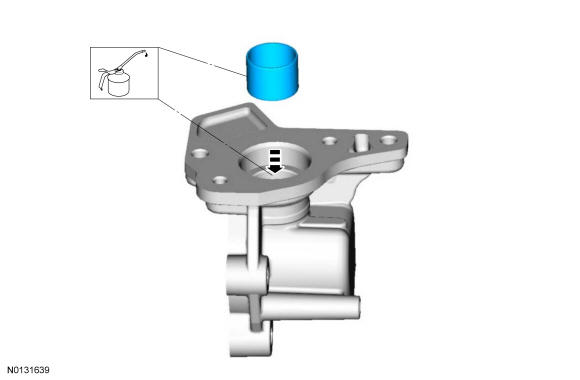
- 85.
Slide the fuel injection pump tappet into the fuel injection pump housing.
NOTE:
Apply clean engine oil to the fuel injection pump tappet and to the fuel injection pump housing bore.
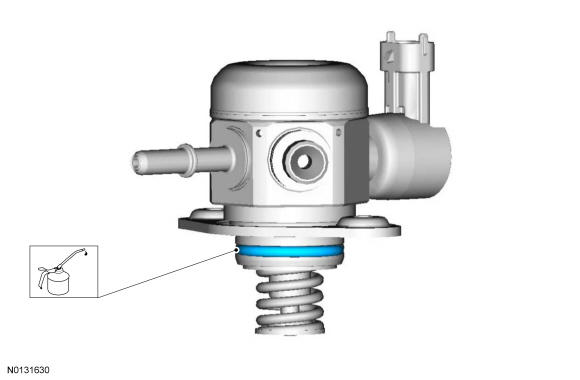
- 86.
Install a new fuel injection O-ring seal.
NOTE:
Make sure that a new fuel injection pump O-ring seal is installed and lubricated with clean engine oil.
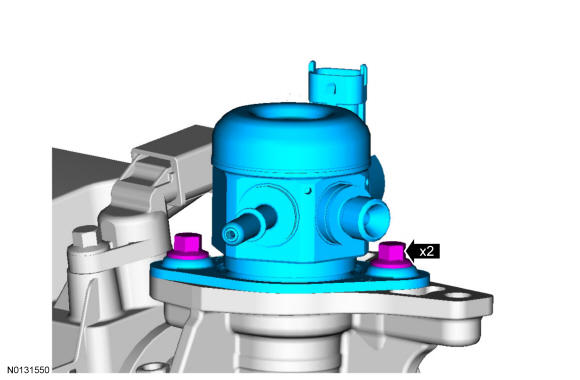
- 87.
Install the fuel injection pump and loosely install 2 fuel injection pump bolts, alternately tighten each bolt one complete revolution until seated. Tighten the 2 fuel injection pump bolts in the following 2 stages.- Stage 1: Tighten each bolt to 5 Nm (44 lb-in).
- Stage 2: Tighten each bolt an additional 55.
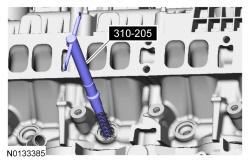
- 93.
Using the 310-205, clean the fuel injector orifices.
NOTE:
Make sure to thoroughly clean any residual fuel or foreign material from the cylinder head, block and the general surrounding area of the fuel rails and injectors.
NOTE:
Do not use compressed air or the 310-205 to clean the tip of the fuel injectors. Failure to follow this instruction may result in damage to the fuel injectors.
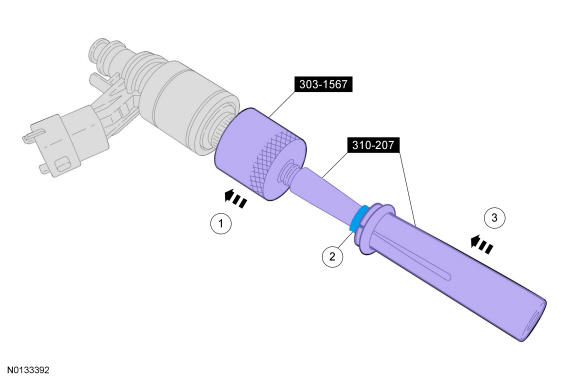
- 94.
Install new lower Teflon ® fuel injector seals.- 1.
Place the 303-1567, knurled side out, over the fuel injector tip until the fuel injector seal recess is exposed.
- 2.
Install the new lower Teflon ® seal on the narrow end of the Arbor (part of the 310-207), then install the Arbor on the fuel injector tip.
- 3.
Using the Pusher Tool (part of the 310-207), slide the Teflon ® seals off of the Arbor and into the groove on the fuel injectors.
- 1.
NOTE:
Do not lubricate the new lower Teflon ® fuel injector seals.
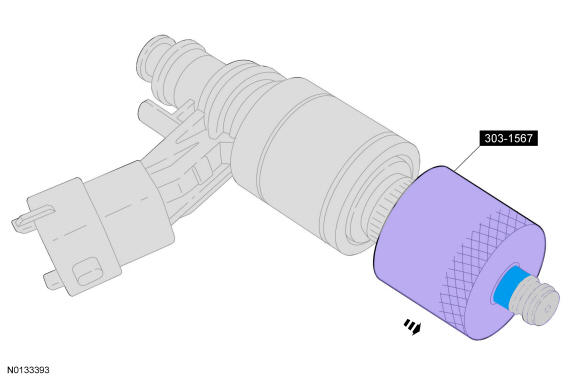
- 95.
Slide the 303-1567 down over the Teflon ® seal.
NOTE:
Make sure the Teflon ® seal is fully seated in the groove on the fuel injector before sizing the seal.
NOTE:
Install the fuel injectors into the cylinder head within 15 minutes due to Teflon ® seal expansion.
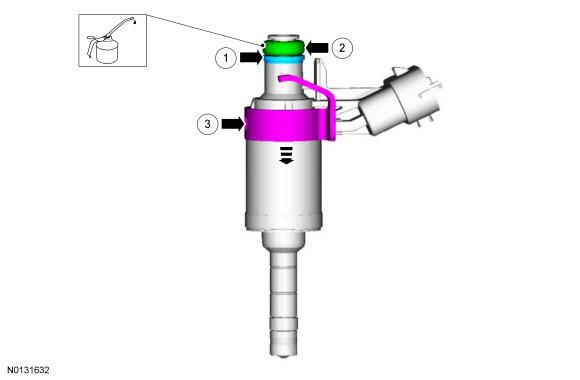
- 96.
Assemble the fuel injectors.- 1.
Install the upper fuel injector O-ring seal support ring.
- 2.
Install a new upper fuel injector O-ring seal and lubricate with clean engine oil.
- 3.
Install a new fuel injector retainer clip.
- 1.
NOTE:
Use fuel injector O-ring seals that are made of special fuel-resistant material. The use of ordinary O-ring seals may cause the fuel system to leak. Do not reuse the O-ring seals.
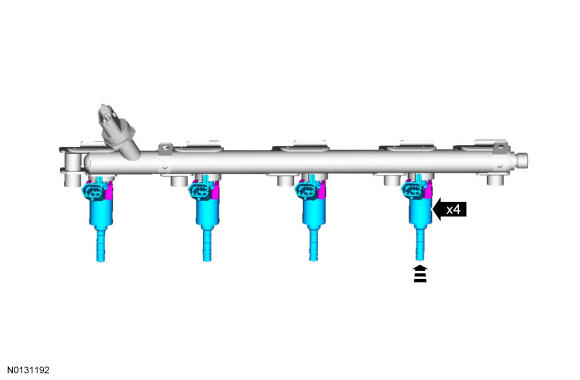
- 97.
Install the fuel injectors into the fuel rail.
NOTE:
The anti-rotation finger of the fuel injector clip must slip into the groove of the fuel rail cup.
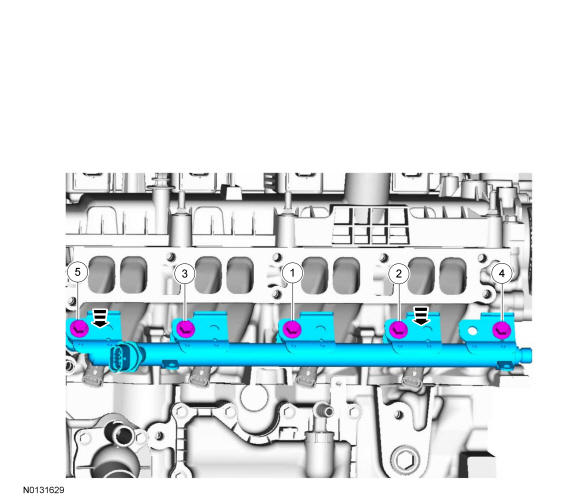
- 98.
Position the fuel rail and fuel injectors into the cylinder head and push down on the fuel rail face above the injectors.- Install 5 new bolts and tighten in the sequence shown in 2 stages.
- Stage 1: Tighten to 8 Nm (71 lb-in).
- Stage 2: Tighten an additional 26.
- Install 5 new bolts and tighten in the sequence shown in 2 stages.
- 101.
Tighten the 2 high pressure fuel tube flare nuts in 2 stages.- Stage 1: Tighten to 15 Nm (133 lb-in).
- Stage 2: Tighten an additional 30.
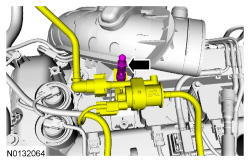
- 103.
Install the fuel injection pump insulator.- Connect the fuel injection pump electrical connector.
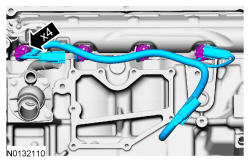
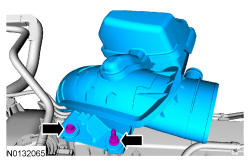
- 107.
Install the coolant bypass hose and the 2 clamps.- Install the crankcase vent oil separator and the 8 bolts.
- Tighten to 10 Nm (89 lb-in).
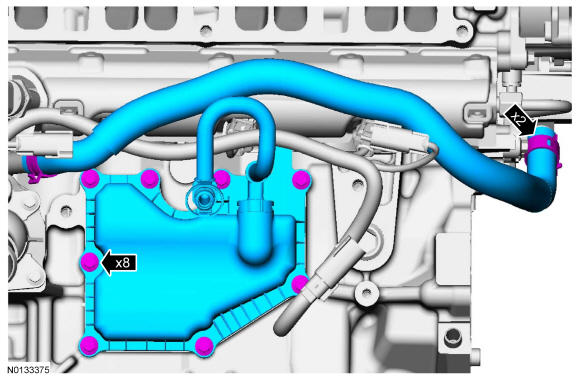
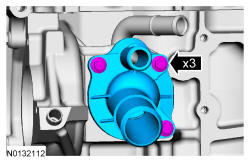
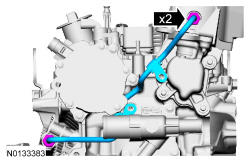
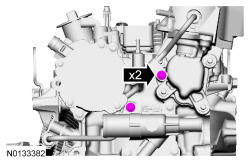
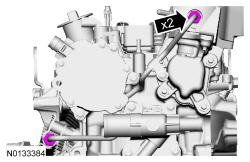
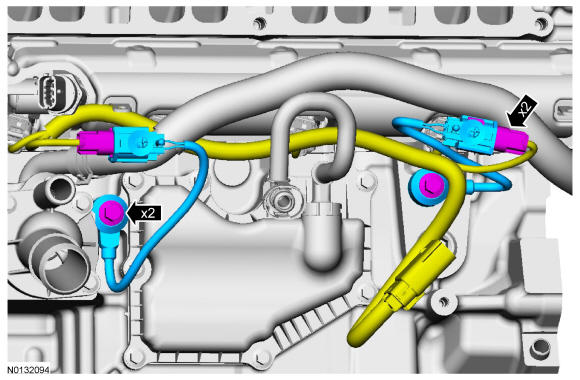
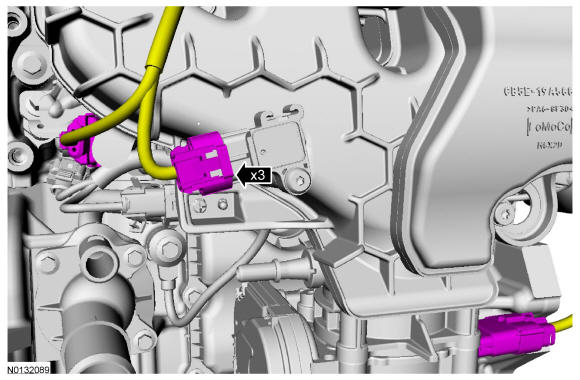
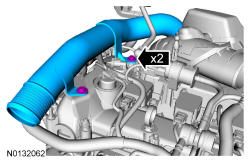
- 108.
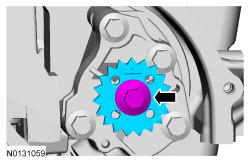
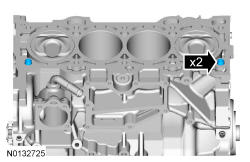
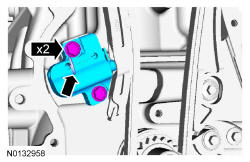
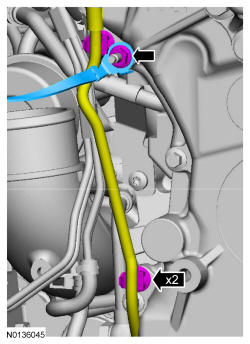
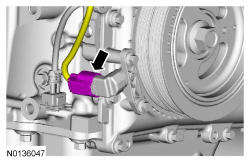
Install the 2 KS and the 2 bolts.- Tighten to 20 Nm (177 lb-in).
- Connect the 2 KS electrical connectors.
- Attach the 2 wiring harness retainers.
NOTE:
The forward KS must be installed in the 6 o'clock position and the rearward KS must be installed in the 3 o'clock position as shown in the graphic. Failure to follow these instructions may result in damage to the engine.
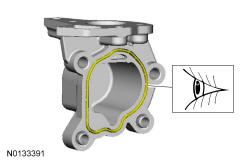
- 109.
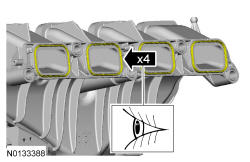
Visually inspect the intake manifold gaskets for nicks, cuts and abrasions. If these conditions are not present, the gaskets may be re-used.
NOTE:
If the engine is repaired or replaced because of upper engine failure, typically including valve or piston damage, check the intake manifold for metal debris. If metal debris is found, install a new intake manifold. Failure to follow these instructions can result in engine damage.
- 110.
Position the intake manifold and attach the 2 KS wiring harness retainers to the intake manifold.- Connect the TB electrical connector and attach the wiring harness retainer to the TB.
- Connect the PCV hose.
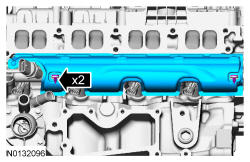
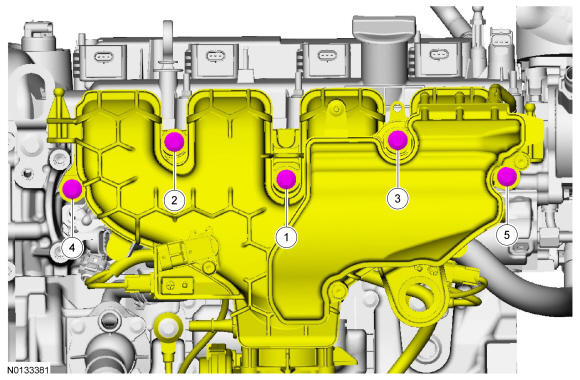
- 111.
Install the intake manifold and the 5 bolts.- Tighten in the sequence shown to 20 Nm (177 lb-in).
- 112.
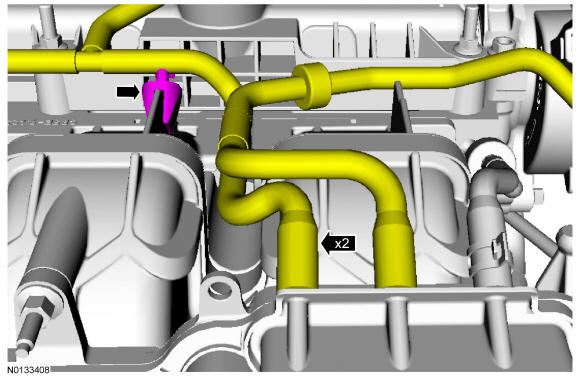
Connect the 2 vacuum hoses to the intake manifold.- Attach the vacuum tube retainer to the intake manifold.
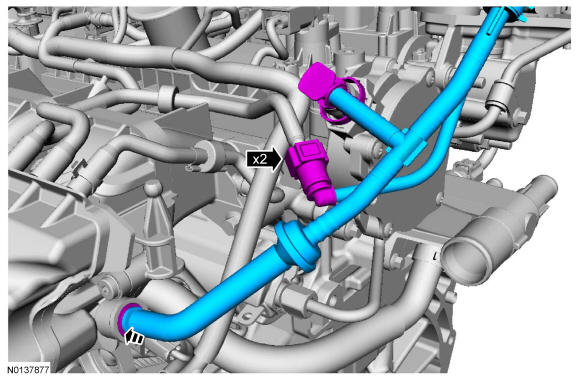
- 114.
Connect the 2 brake vacuum tube quick connect couplings. REFER to Fuel System General Information .- Insert the brake vacuum tube into the intake manifold quick connect fitting.
- 115.
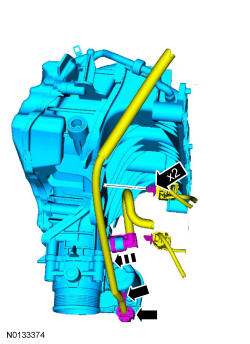
Connect the fuel supply tube to the fuel injection pump. REFER to Fuel System General Information .- Attach the 2 fuel tube retainers to the intake manifold.
- Install the fuel jumper tube bolt.
- Tighten to 8 Nm (71 lb-in).
- 116.
Install the EVAP canister purge valve and tube assembly.- Connect the EVAP canister purge valve electrical connector.
- 117.
Connect the EVAP tube quick connect coupling. REFER to Fuel System General Information .- Attach the 2 EVAP tube retainers.
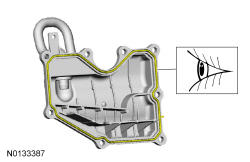
- 118.
Using a new gasket, install the oil filter adapter and the 4 bolts.- Tighten to 25 Nm (18 lb-ft).
- Connect the EOP switch electrical connector.
- 119.
Install the CAC outlet tube and clamp.- Tighten to 5 Nm (44 lb-in).
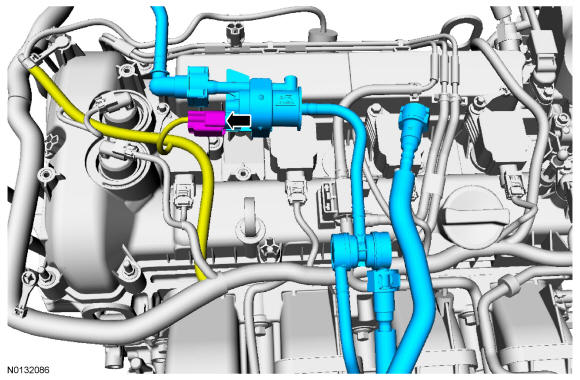
- Connect the EVAP tube quick connect coupling. REFER to Fuel System General Information .
- Install the heater hose and clamp.
- Attach the heater hose retainer to the intake manifold.
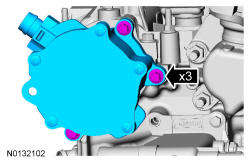
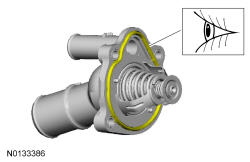
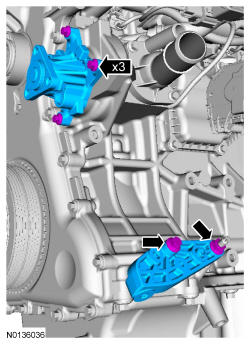
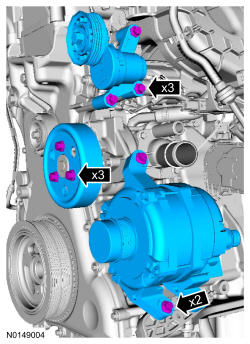
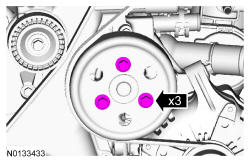
- 120.
Using a new O-ring seal, install the coolant pump and the 3 bolts.- Tighten to 10 Nm (89 lb-in).
- Install the A/C compressor bracket assembly, the bolt and the nut.
- Tighten to 25 Nm (18 lb-ft).
NOTE:
Lubricate the coolant pump O-ring seal with clean engine coolant prior to installation.
- 121.
Install the coolant pump pulley and the 3 bolts.- Install the accessory drive belt tensioner and the 3 bolts.
- Tighten to 25 Nm (18 lb-ft).
- Install the generator and the 2 bolts.
- Tighten to 25 Nm (18 lb-ft).
- Install the accessory drive belt tensioner and the 3 bolts.
- 125.
Install the ground strap and nut.- Tighten to 9 Nm (80 lb-in).
- Attach the 2 wiring harness retainers.
- 127.
Install the ground wire and bolt.- Tighten to 20 Nm (177 lb-in).
- Connect the CHT sensor electrical connector and slide the insulator down.
- Attach the wiring harness retainer.
- Connect the ECT sensor electrical connector.
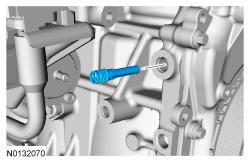
- 128.
Install 4 new turbocharger-to-cylinder head studs.- Tighten to 17 Nm (150 lb-in).
- Install a new turbocharger gasket.
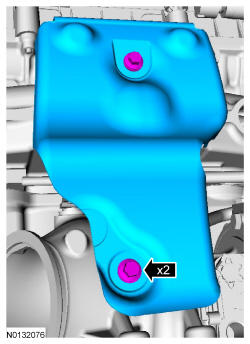
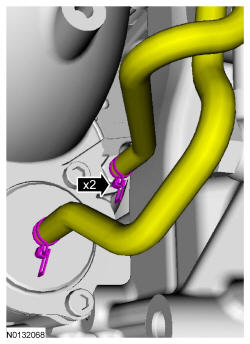
- 131.
Using 2 new gaskets, install a new turbocharger oil return tube and the 4 bolts.- Tighten to 10 Nm (89 lb-in).
NOTE:
Do not reuse the turbocharger oil return tube/gaskets, new parts must be installed.
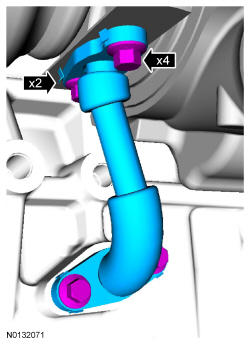
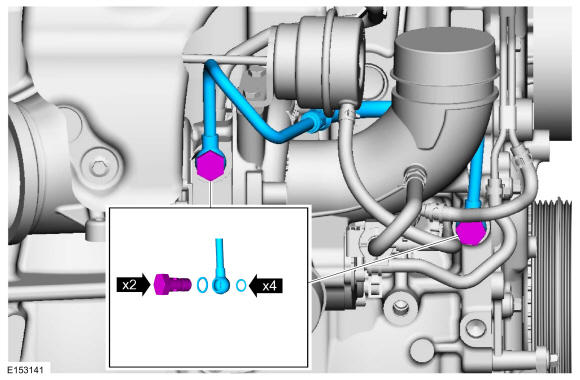
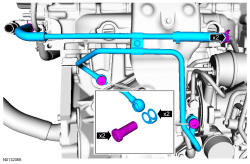
- 133.
Using 4 new gaskets, install the turbocharger oil supply tube and the 2 banjo bolts.- Tighten to 25 Nm (18 lb-ft).
NOTE:
Do not reuse the turbocharger oil supply tube gaskets, new parts must be installed.
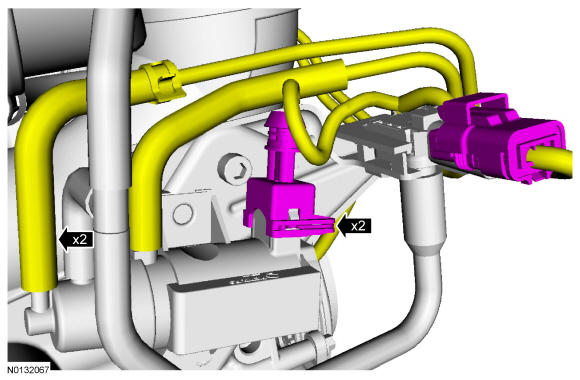
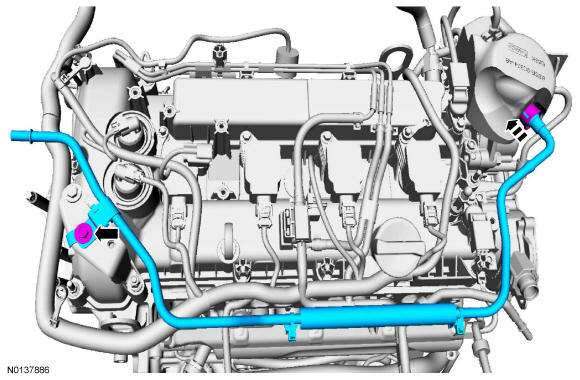
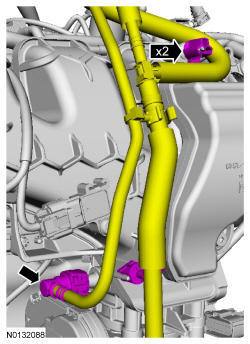
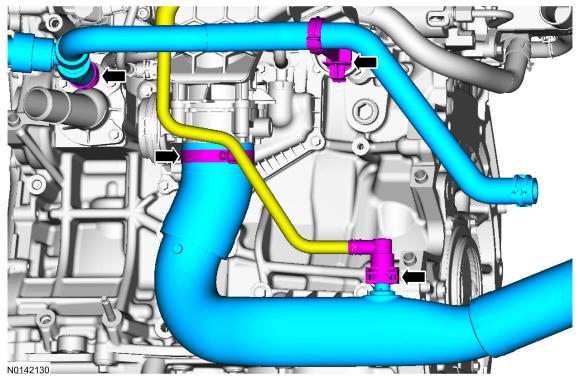
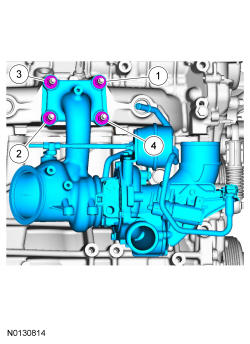
- 136.
Using 2 new gaskets, install the turbocharger coolant tube and the 2 banjo bolts.- Tighten to 28 Nm (21 lb-ft).
- Connect the turbocharger coolant tube and the 2 clamps.
- 138.
Position the EVAP canister purge valve and install the engine appearance cover mounting stud.- Tighten to 5 Nm (44 lb-in).
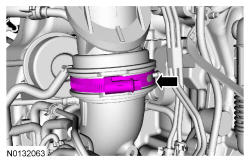
- 141.
Position the turbocharger outlet tube clamp.- Tighten to 5 Nm (44 lb-in).
- Remove the engine from the engine stand.
- 142.
Install the flexplate, the 6 new bolts and the 303-103 T74P-6375-A. Tighten in the sequence shown in 3 stages:- Stage 1: Tighten to 50 Nm (37 lb-ft).
- Stage 2: Tighten to 80 Nm (59 lb-ft).
- Stage 3: Tighten to 112 Nm (83 lb-ft).
NOTE:
Special bolts are used for installation. Do not use standard bolts.
